#technicalstudies 102
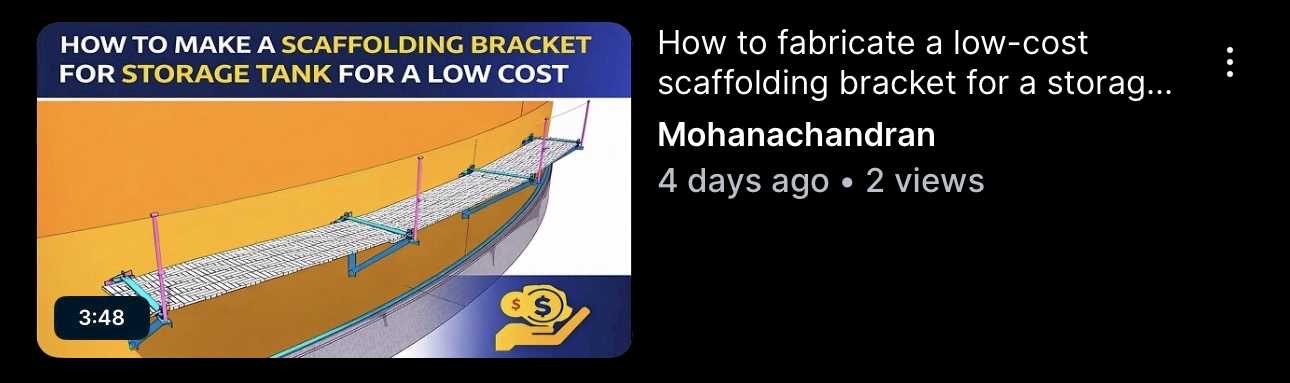
In this video, I show how to fabricate a low-cost scaffolding bracket for a storage tank using simple materials and practical site methods.
You’ll learn the basic design concept, support arrangement, load considerations, and fabrication tips to make a safe and economical platform for tank work.
Perfect for tank erection, maintenance projects, and fabrication teams looking to reduce scaffolding expenses.
https://rumble.com/v75p6wu-how-to-fabricate-a-low-cost-scaffolding-bracket-for-a-storage-tank-using-si.html
W tym materiale pokazuję, jak wykonać ekonomiczny wspornik rusztowaniowy do zbiornika magazynowego przy użyciu prostych materiałów i praktycznych metod warsztatowo montażowych stosowanych na budowie.
Omawiam podstawową koncepcję konstrukcyjną, sposób oparcia i podparcia wspornika, rozmieszczenie punktów nośnych oraz kluczowe założenia dotyczące obciążeń roboczych. Wyjaśniam, jak dobrać przekroje, jak zapewnić stabilność i sztywność układu oraz jak ograniczyć zużycie materiału bez utraty bezpieczeństwa. Pokazuję również praktyczne wskazówki dotyczące trasowania, cięcia, spawania i kontroli geometrii przed montażem na płaszczu zbiornika.
Zakres obejmuje między innymi:
fabrication of tank scaffolding bracket
low cost tank platform solution
rozmieszczenie podpór i analiza obciążeń
zasady bezpieczeństwa przy pracy na zbiorniku
praktyczne wskazówki spawalnicze i montażowe
redukcja kosztów rusztowań przy tank erection
Materiał jest przeznaczony dla zespołów realizujących tank erection, maintenance shutdowns oraz prefabrykację konstrukcji pomocniczych. Prawidłowe zaprojektowanie i wykonanie wspornika rusztowaniowego wpływa bezpośrednio na bezpieczeństwo pracy, stabilność platformy oraz realne ograniczenie kosztów tradycyjnych systemów rusztowaniowych.