#technicalstudies 72
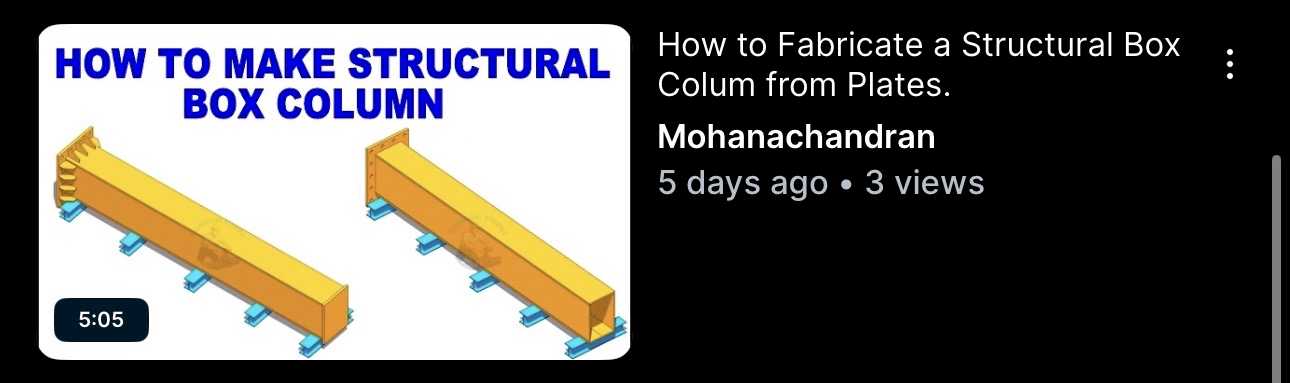
Learn box column fabrication from plates in this complete workshop walkthrough.
Cut flange and web plates precisely, mark centerlines, and tack weld webs to bottom flange first.
Add baffle plates and stiffeners for strength, check diagonals under 1mm tolerance, then full weld inside.
Flip, weld outside seams, correct squareness, add end plates, and final inspection for site delivery.
Perfect process for structural fitters building code-compliant columns every time!
https://rumble.com/v75csje-how-to-fabricate-a-structural-box-colum-from-plates..html
Naucz się prefabrykacji słupa skrzynkowego z blach w kompletnym przewodniku warsztatowym krok po kroku.
Precyzyjnie wytnij blachy pasa i środnika, wyznacz linie osiowe, a następnie sczep środniki z dolnym pasem jako pierwszy etap montażu konstrukcji.
Dodaj przegrody i żebra usztywniające w celu zwiększenia nośności, sprawdź przekątne z tolerancją poniżej 1 mm, a następnie wykonaj pełne spoiny wewnętrzne zgodnie z wymaganiami projektowymi.
Odwróć element, zespawaj spoiny zewnętrzne, skoryguj prostopadłość, zamontuj blachy czołowe i przeprowadź końcową kontrolę jakości przed wysyłką na montaż.
Proces idealny dla monterów konstrukcji stalowych wykonujących słupy skrzynkowe zgodne z normami projektowymi i wymaganiami odbioru technicznego.